“315”教你如何检验AG玻璃质量
今天就是315消费者权益日了,维护消费者权利,加强消费者和商家之间的交往和沟通,对于两者都是一种共赢。
对于AG玻璃比较头疼的就是产品问题了,往往因为前期双方没有就品质要求达成共识,而扯皮,闹的不愉快。刚接触AG玻璃的公司,前期往往不知怎么要求检测标准,下面我们来介绍一下AG玻璃容易出现的问题和常见检测标准。
(一)光学指标要求
1.透过率(light transmittance):88%Min.(380~700nm可见光波长范围),分光光度计测量。
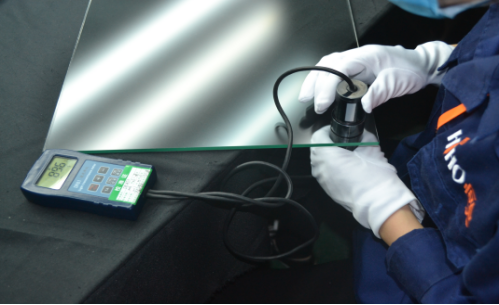
2.光泽度(Gloss):
1)测试仪器:光泽度仪
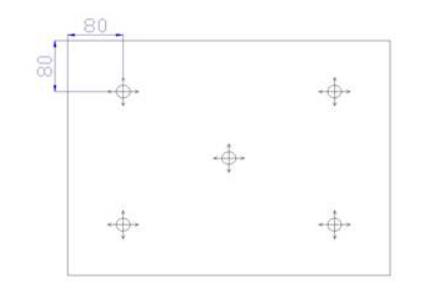
2)测试方法:按下图所示,在原片上选取5个点进行光泽度测试,其中在每个点上仪器每旋转90度读数一次,共二次,然后10次测试数据取平均值即得到该张原片的光泽度数值。注意对于单面防眩玻璃须测试防眩处理面。
3)光泽度标准:
a. 防眩玻璃光泽度采购规格有两种:100±10和80±10,IQC分别按100±13和80±15的标准进行进料检验。
b. 尺寸≤20"的常规尺寸玻璃要求同一片玻璃光泽度最大值与最小值之差≤10;
尺寸>20"的大尺寸玻璃要求同一片玻璃光泽度最大值与最小值之差≤20。
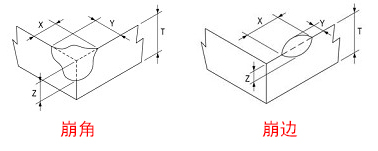
(二)边缘标准:
边缘就是裂角崩边问题,崩边:长≤3mm,、宽≤0.5mm可接受;不可有切割暗裂、爆边现象。如回去后需再加工小片或有尺寸预留,这项可不做严格要求。
(三)外观检验
1.外观缺陷定义
|
直径 |
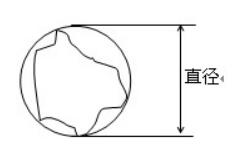
1)圆状缺陷:表现为圆型的外观缺陷,如气泡、白点、划伤、凹坑、异物、防眩过处理和防眩处理不到的圆状缺陷等,如下图所示:
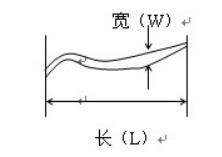
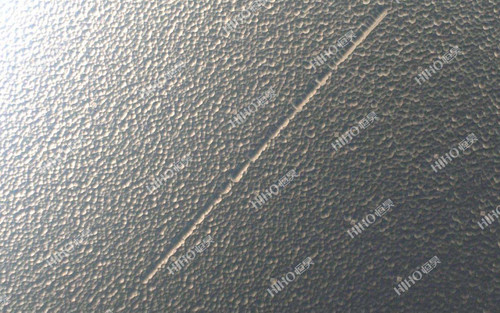
2)线状缺陷:表现为线型的外观缺陷,如划伤、刮花、异物、防眩过处理和防眩处理不到的线状缺陷等,如下图所示:
3)凸状缺陷:凸出玻璃表面的杂质或其他缺陷。

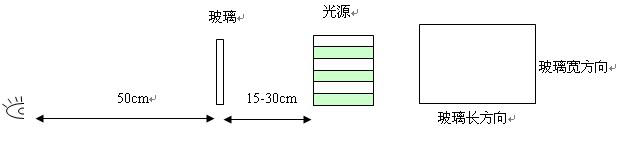
2.外观检验方法
具体检验方法如图所示:首先双手握住玻璃的两个短边,检验长方向;再握住玻璃的两个长边,检验宽方向;一般以长方向为主。(或把玻璃水平放在架子上,光源在玻璃底下)
● 按照外观检验标准先垂直方向检验,检验时间为20-30秒;
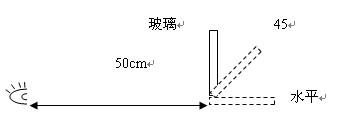
● 再把玻璃从垂直方向逐渐缓慢旋转到水平方向,旋转过程中按照外观检验标准检验,检验时间为20-30秒。
3.外观检验标准
|
缺陷种类 |
质量要求 |
|||||
|
圆状缺陷(Round Defect) |
缺陷直径Ø (mm) |
玻璃尺寸及圆状缺陷允许个数 |
||||
|
465×370mm |
大于465×370mm |
|||||
|
Ø≤0.1 |
不计 |
不计 |
||||
|
0.1<Ø≤0.2 |
10 |
12 |
||||
|
0.2<Ø≤0.4 |
6 |
8 |
||||
|
Ø>0.4 |
0 |
0 |
||||
|
允许缺陷总数 |
13 |
15 |
||||
|
注:在任何一个直径为50mm的圆形区域内圆状缺陷个数不允许超过4个。 |
||||||
|
线状缺陷(Linear Defect) |
缺陷尺寸 |
玻璃尺寸及线状缺陷允许条数 |
||||
|
宽度W(mm) |
长度L(mm) |
465×370mm |
大于465×370mm |
|||
|
W≤0.05 |
L<15 |
不计 |
不计 |
|||
|
W≤0.05 |
15≤L<50 |
7 |
9 |
|||
|
0.05<w≤0.1< div=""> |
L≤30 |
6 |
8 |
|||
|
允许缺陷总数 |
9 |
11 |
||||
|
注:在任何一个直径为30mm的圆形区域内线状缺陷个数不允许超过3个。 |
||||||
|
防眩缺陷A/G Defect |
圆状防眩缺陷直径Ø (mm) |
玻璃尺寸及圆状防眩缺陷允许个数 |
||||
|
465×370mm |
大于465×370mm |
|||||
|
Ø≤0.5 |
不计 |
不计 |
||||
|
0.5<Ø≤2.0 |
5 |
8 |
||||
|
2.0<Ø |
0 |
0 |
||||
|
线状防眩缺陷(mm) |
玻璃尺寸及线状防眩缺陷允许个数 |
|||||
|
宽度W(mm) |
长度L(mm) |
465×370mm |
大于465×370mm |
|||
|
W<0.5 |
L<3.0 |
6 |
9 |
|||
|
W<0.5 |
3.0≤L |
0 |
0 |
|||
|
W<1.0 |
L<3.0 |
5 |
7 |
|||
|
W<1.0 |
3.0≤L |
0 |
0 |
|||
|
W<1.5 |
L<2.5 |
3 |
4 |
|||
|
W<1.5 |
2.5≤L |
0 |
0 |
|||
|
90°±15°范围外的流痕(mm) |
玻璃尺寸及流痕缺陷允许个数 |
|||||
|
宽度W(mm) |
长度L(mm) |
465×370mm及以下 |
465×370~760×450 mm |
760×450mm及以上 |
||
|
W<3 |
L<30 |
3 |
20 |
30 |
||
|
W<3 |
30≤L<50 |
1 |
10 |
20 |
||
|
W<3 |
50≤L |
0 |
5 |
10 |
||
|
W<7 |
L<30 |
1 |
15 |
25 |
||
|
W<7 |
30≤L<50 |
0 |
8 |
15 |
||
|
W<7 |
50≤L |
0 |
2 |
5 |
||
|
注:流痕间的间隔需在5 mm以上。 |
||||||
|
凸状缺陷 Convexity |
凸状缺陷直径Ø (mm) |
玻璃尺寸及凸状缺陷允许个数 |
||||
|
465×370mm |
大于465×370mm |
|||||
|
Ø≤0.2 |
5 |
7 |
||||
|
Ø>0.2 |
0 |
0 |
||||
|
其 它 |
1) 不允许表面裂纹。 2)不允许其它防眩缺陷:以负15°-正15°角度观察玻璃表面,不允许成片条纹状防眩缺陷和明显色彩改变。 3) 不允许玻璃表面的“水印”现象而导致防眩度不均匀。 4) 单边爆边距边缘20mm范围内的不计,双边爆边距边缘10mm范围内的不计。 5) Ø≤0.4的圆状缺陷和W≤0.1且 L≤20的线状缺陷以及Ø≤0.2的凸状缺陷在距边缘15mm范围内的不计。 6)对于边缘有不可接受的表面缺陷,但可以裁出小尺寸屏体的玻璃,需与良品区分放置。 |
|||||
(四)尺寸检验
1.长、宽尺寸检验

1)允许偏差:防眩玻璃长度和宽度尺寸允许偏差为±0.5mm。
2)检验方法:用大游标卡尺,测量两条平行边的距离。
2. 厚度检验

1)允许偏差:防眩玻璃的厚度允许偏差为±0.2mm。同一片玻璃厚薄差,厚度3mm为0.2mm,厚度4mm、6mm为0.3mm。
2)检验方法:用精度为0.01mm的外径千分尺在距玻璃板边15mm内的四边中点测量。同一片玻璃厚薄差为四个测量值中最大值与最小值之差。
3. 对角线检验
1)对角线差要求:两条对角线长度差应不大于对角线平均长度的0.2%。
2)检验方法:用最小刻度为1mm的钢卷尺,测量玻璃对应角顶点之间的距离。
AG玻璃的发展,一方面需要生产公司本身提高工艺技术,检测升级,一方面也是发现问题,不断的改善和提升,有人说工艺玻璃为什么问题少,其实不然,应用的领域不一样,要求的质量检测标准也不同,AG玻璃更多用在工控、教育、车载、电子等高端领域,一些划痕,污点,漏蒙点,闪点等问题就会影响其使用效果,让产品大大打折扣。
郑州恒昊光学拥有32年的酸蚀玻璃深加工技术和经验,坚持严格的内控质检标准,为富士康、德国宝马、韩国三星、信利光学、新吴光电、中国北玻、中国电子集团等公司多年提供AG产品。
【恒昊,蚀刻AG玻璃大规模制造商】
联系人:熊先生
手机:13803854768
电话:0371-55157623
邮箱:AGglass@asiaglass.com
地址:郑州经济技术开发区二十二大街121号


免费领取AG玻璃样品

免费领取玻璃样品
规格:100mm*200mm 运费:到付
价格咨询